Steel Solutions Center
3.2. Member Straightness Tolerances
3.2.1. How are the permissible deviations from straightness described in ASTM A6/A6M accounted for in fabrication and erection?
In most cases, deviations from true straightness and dimension of individual members (within the tolerances specified in ASTM A6/A6M) are compensated for during erection by the relative flexibility of the individual members compared to that of the overall structural steel frame they comprise. However, in some structures using heavy, rigid cross-sections, the stiffness of the member may preclude any adjustment of out-ofstraightness that, although within acceptable limits, can prevent tight fit-up of connections. This situation is most likely to occur with multi-story building columns and may cause difficulty in erecting the floor framing members.
Although normal detailing practices may compensate in part for this problem, special shop layout practices often are essential for heavy, rigid framing. A straight working line should be established between member ends as defined by the AISC Code of Standard Practice Section 7.13. (See 3.5.3 as well.)
3.2.2. What tolerance is applicable for the camber ordinate when beam camber is specified?
As indicated in AISC Code of Standard Practice Section 6.4.4:
“(a) For beams that are equal to or less than 50 ft (15 000 mm) in length, the variation shall be equal to or less than minus zero / plus 1/2 in. (13 mm)
(b) For beams that are greater than 50 ft (15 000 mm) in length, the variation shall be equal to or less than minus zero / plus 1/2 in. plus 1/8 in. for each 10 ft or fraction thereof (13 mm plus 3 mm for each 3 000 mm or fraction thereof) in excess of 50 ft (15 000 mm) in length.”
An exception is also included: "beams received by the fabricator [from the rolling mill] with 75% of the specified camber shall require no further cambering. Furthermore, it is specified that "camber shall be measured in the fabricator’s shop in the unstressed condition."
3.2.3. What is the tolerance on sweep for curved girders?
Permissible variations in sweep for horizontally curved welded plate girders are specified in AWS D1.1 Clause 7.22.5:
“The maximum variation from straightness or specified sweep at the midpoint shall be
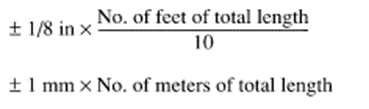
provided the member has sufficient lateral flexibility to allow the attachment of diaphragms, cross-frames, lateral bracing, etc., without damaging the structural member or its attachments.”
If it is required to hold the ordinate of additional points along the beam within a certain tolerance, these requirements should be specified in the contract documents. Note, however, that most girders have sufficient lateral flexibility to easily permit the attachment of diaphragms, cross frames, lateral bracing, etc. without damaging the structural member or its attachment.
3.2.4. What is the tolerance on twist of welded box members?
As stated in AWS D1.1 Clause 7.22.12: “[The tolerance on] Twist of box members…shall be individually determined and mutually agreed upon by the Contractor and the Owner with proper regard for erection requirements.” In the absence of a specified tolerance, an attempt is sometimes made to apply the provisions of ASTM A500 or ASTM A6/A6M. However, the provisions of these material specifications should not be applied to fabricated box members.
In an un-spliced member, the necessary twist tolerance is generally a matter of serviceability or aesthetics. In a spliced member, twist must be kept within limits that remain erectable. Shop assembly of the entire member by the fabricator may be necessary to accomplish this. It is recommended that the fabricator and erector mutually agree on the means and methods necessary to achieve the installation of an acceptable member in the completed structure (see 3.5.1). Connection details for fabricated box members should accommodate twist in the completed member.
The required twist tolerance should be specified in the contract documents. Because of high torsional strength and stiffness, correction of twist in a closed box or similar shape is nearly impossible and carries the potential for damage. If the actual twist of a fabricated member exceeds a specified tolerance, correction should be decided on a case-by-case by the structural engineer of record (SER).