Steel Solutions Center
6.11. Other General Information
6.11.1. Why is the design strength of a bolt calculated in the AISC Specification on the basis of the nominal cross-sectional area rather than the net tensile area that remains after threading?
The ratio of stress area to nominal bolt area ranges from 0.75 for ¾-in. diameter bolts to 0.79 for 11⁄8-in. diameter bolts per the RCSC Guide to Design Criteria for Bolted and Riveted Joints. Accordingly, to simplify calculations, the lower bound reduction of 0.75 is incorporated in AISC-tabulated nominal strength values for use with nominal bolt areas.
6.11.2. When is it permissible to reuse high-strength bolts?
RCSC Section 2.11 addresses reuse of bolts.
Plain finish Group 120 heavy hex bolts may be reused (1) in snug-tightened joints
without Engineer of Record approval and (2) in pretensioned joints and slip-critical
joints with Engineer of Record approval.
Galvanized or coated bolts of any Group or grade, galvanized or coated spline end
bolting assemblies of any Group or grade, and Group 150 heavy hex bolts shall not
be reused.
Note the qualification in the RCSC Specification that “touching-up or re-tightening bolts that may have been loosened by the installation of adjacent bolts shall not be considered to be a reuse.” Similarly, fit-up bolts (which are snug-tight when initially installed) may be left in place and subsequently fully-tensioned as permanent bolts in the connection.
A discussion of the performance of high-strength bolts repetitively tightened can be found in the Engineering Journal article “Reuse of A325 and A490 High-Strength Bolts” (3rd Quarter 1991).
6.11.3. What minimum stick-through is required for high-strength bolts?
RCSC Specification Section 8.1 states, “The joint shall be installed to the snug-tight condition with sufficient thread engagement.”
Sufficient Thread Engagement is defined in the glossary of the RCSC Specification as “Having the end of the bolt, not including the spline of a spline-end bolt, or the available bolt threads extending beyond or at least flush with the outer face of the nut; a condition that develops the strength of the bolt.”
Some contract documents include a stick-through requirement (minimum protrusion of the bolt point beyond the nut). However, because the threaded length for any given bolt diameter is constant regardless of the bolt length, a stick-through requirement (which may require a longer bolt) increases the risk of jamming the nut on the thread run-out. Because a stick-through requirement does not enhance the performance of the bolt, its specification is discouraged.
Note that there is no specified maximum limitation on bolt stick-through. However, in order to properly tension high-strength bolts, sufficient thread must be available. The use of additional flat washers under the head and/or nut is a common solution when there is a risk of jamming the nut on the thread run-out. Multiple washers are permitted under either or both the head and the nut. Nut jamming is not a concern for fully threaded Grade A325T bolts. (See FAQ 6.2.6.)
6.11.4. When an extended end-plate moment connection is specified as slip-critical, must the slip resistance of the bolts at the tension flange be reduced for the tension present?
No, the slip resistance of the bolts at the tension flange do not need to be reduced in an extended end-plate moment connection. Because the tensile and compressive flange forces are equal and opposite, any loss of slip resistance adjacent to the tension flange of the beam is compensated for by an increase in slip resistance adjacent to the compression flange.
6.11.5. As indicated in AISC Specification Table J3.2, when the pattern of fasteners in a bolted joint exceeds 38 in. in length, tabulated design strengths should be reduced to 83.3 percent of the tabulated values. Why?
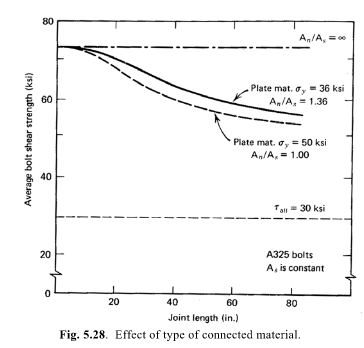
As indicated in the RCSC Guide to Design Criteria for Bolted and Riveted Joints, the average shear strength per bolt varies with the number of bolts in the joint due to the non-uniformity of force distribution; see Figure 5.28 herein. To simplify joint design, bolt shear strengths in the RCSC Specification (see Commentary Section 5.1) and the AISC Specification incorporate a reduction to allow the use of consistent per-bolt design strength for joints up to 38 in. in length. However, if joint length exceeds 38 in., the designer must further reduce the design strength. This phenomenon is a by-product of shear lag in the connection.
6.11.6. How do hot-dip galvanizing and mechanical galvanizing processes differ?
In the hot-dip galvanizing process, the piece is first degreased and cleaned with a combination of caustic and acidic solutions. After rinsing, the piece is dipped into a tank of molten zinc for a period of time. The full process is described in ASTM A153.
In the mechanical galvanizing process, the piece is similarly cleaned and rinsed. The piece is then tumbled in a mixture of various-sized glass beads and a predetermined amount of water, with small amounts of chemicals and powdered zinc added periodically. Collisions between the glass beads, zinc, and the piece cause a cold-welding process that applies the zinc coating. Powdered zinc is added until the specified thickness is attained. The full process is described in ASTM B695.