Steel Solutions Center
5.3. Other General Information
5.3.1. Are shop assembly requirements, such as subpunching and reaming or reaming to a template, necessary in contract documents?
The use of modern punching and drilling equipment consistently produces and duplicates hole patterns with excellent dimensional accuracy. Some specifications fail to recognize this capability and still require that matching hole patterns be produced by drilling or reaming through a steel template.
In lieu of a template or assembly drilling or reaming, the fabricator should be allowed to demonstrate the capability to fabricate component structural members to the tolerance and accuracy specified so that further shop assembly to assure proper fit can be eliminated. In some cases, such as large trusses or plate girders, shop assembly may be advisable to reduce the occurrence of field fit-up problems. In any case, responsibility for the final fit still rests with the fabricator.
5.3.2. How much of a joint must be in contact to be considered to be in full contact?
Neither bearing nor slip-critical connections require continuous contact between the plies. Therefore the RCSC Specification defines firm contact as “the condition that exists on a faying surface when the plies are solidly seated against each other, but not necessarily in continuous contact.”
When firm contact exists between the connected elements, bolts in shear, or shear and tension, will not be subjected to additional bending stresses.
The slip resistance of slip-critical connections is not dependent on the contact area. It is only a function of the pretension and the slip coefficient of the faying surface. Whether the pretension results in a low clamping stress over a large area, or a higher clamping stress over a smaller area is immaterial.
Projecting elements of bolted connection attachments, such as clip-angles or end-plates, often are not flat in the plane of the connection because of profile variations due to as-rolled mill tolerances or welding distortions.
In double-angle connections, for example, the outstanding legs tend to bend back toward the centerline of the span. Any resulting gaps are usually drawn together when the bolts are installed, except in relatively thick material. The additional tension in the bolts produced by pulling the plies together is not a concern.
High-strength bolts must comply with AISC, RCSC, and ASTM requirements. Compliance ensures proper matching of the nut and bolt, which ensures that, if the bolt fails in the tightening operation, the failure will be a torque-tension fracture in the bolt shank—not a thread-stripping failure. When this happens, the bolt fractures completely and must be replaced. If the bolt is pretensioned to a higher value than the specified pretension, tests have shown that there are no negative effects on the bolt during service.
5.3.3. What lamellar tearing considerations are required for through-thickness loading?
AISC Manual Part 2, Avoiding Lamellar Tearing states:
“Although lamellar tearing is less common today, the restraint against solidified weld deposit contraction inherent in some joint configurations can impose a tensile strain high enough to cause separation or tearing on planes parallel to the rolled surface of the element being joined. The incidence of this phenomenon can be reduced or eliminated through greater understanding by designers, detailers and fabricators of the inherent directionality of rolled steel, the importance of strains associated with solidified weld deposit contraction in the presence of high restraint (rather than externally applied design forces), and the need to adopt appropriate joint and welding details and procedures with proper weld metal for through-thickness connections.
Dexter and Melendrez (2000) demonstrate that W-shapes are not susceptible to lamellar tearing or other through-thickness failures when welded tee joints are made to the flanges at locations away from member ends. When needed for other conditions, special production practices can be specified for steel plates to assist in reducing the incidence of lamellar tearing by enhancing through-thickness ductility. For further information, refer to ASTM A770. However, it must be recognized that it is more important and effective to properly design, detail and fabricate to avoid highly restrained joints. AISC (1973) provides guide-lines that minimize potential problems.”
AISC Design Guide 21: Welded Connections--A Primer for Engineers, Second Edition, Section 6.4 also addresses lamellar tearing at length.
5.3.4. What is shear lag and when must it be considered?
Shear lag describes the behavior at an end connection of a tension member where some but not all of the cross-sectional elements are connected; the area that is effective in resisting tension may be less than the full calculated net area. Procedures for the treatment of shear lag and determination of the effective net area in bolted and welded connections are provided in the AISC Specification Section D3. Alternatively, shear lag concerns can be addressed by selecting a connection length that mobilizes the entire load-transmitting capability.
5.3.5. What column stiffening requirements apply to beam-to-column-flange moment connections?
Column stiffening requirements are covered in the AISC Specification Section J10 for concentrated flange forces and panel zone shear. Generally, the use of larger columns to eliminate column stiffening, particularly web doubler plates, is recommended. For seismic applications, see the AISC Seismic Provisions.
5.3.6. In many design examples in the AISC Manual, yielding and buckling in a gusset plate or similar fitting are checked on a Whitmore section. What is a Whitmore section?
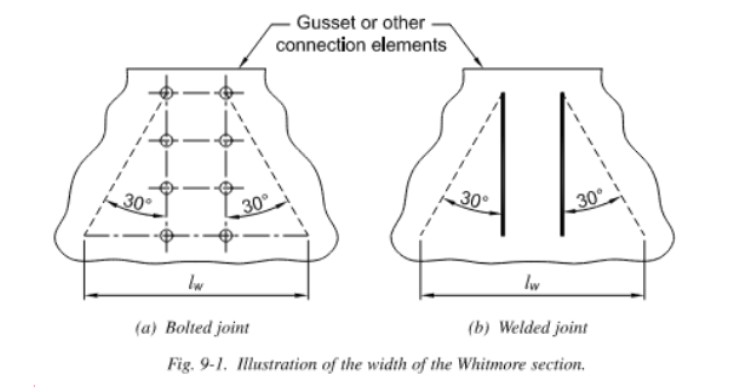
A Whitmore section identifies a theoretically effective crosssectional area at the end of a connection resisting tension or compression, such as that from a brace-to-gusset-plate connection or similar fitting. As illustrated in AISC Manual Figure 9-1, the effective length for the Whitmore section Lw is determined by using a spread-out angle of 30° along both sides of the connection, beginning at the start of the connection. It is applicable to both welded and bolted connections.
5.3.7. How can adequate flexibility be maintained in double-angle simple shear connections subjected to combined shear and tension load?
For double-angle simple shear connections subjected to combined shear and tension load, as the tensile force component increases, the fitting thickness must be increased or the bolt gage be decreased, thereby decreasing the available flexibility.
Thornton (1995) assesses the ductility of bolts in the outstanding legs of double-angle and similar simple-shear connections.
This study validates the long-standing AISC Manual recommendation that maximum angle thickness is limited to ⅝ in. for usual gages (4½ in. to 6½ in.) in double-angle simple-shear connections. For welded connections, a parallel examination can be made as illustrated in Thornton (1996). It should be noted that an alternative connection detail, such as a single-plate connection, may be more feasible for shear-tension applications.
It is important to realize that AISC Specification Section B1.6a requires only that a simple connection have sufficient rotation capacity to accommodate the required rotation determined by the analysis of the structure. This may not dictate that bolts must be stronger than the angles. In some instances, the beam may be deep relative to its length or lightly loaded in the vertical direction. In either case, the required rotation will be small.
5.3.8. What are some AISC resources for connection design?
General Connection Design
- AISC Manual, Parts 7-14
- AISC Specification, Chapter J: Design of Connections
- Design Examples V15.0 (Companion to the AISC Manual and Specification)
- Chapter J: Design of Connections
- Chapter IIA: Simple Shear Connections
- Chapter IIB: Fully Restrained (FR) Moment Connections
- Chapter IIC: Bracing and Truss Connections
- Chapter IID: Miscellaneous Connections
Design Guides that Address Connection Design:
Seismic connection design
- AISC Seismic Design Manual
- AISC Seismic Provisions, Chapters D-H
- Prequalified Connections for Special and Intermediate Steel Moment Frames for Seismic Applications
End-plate moment connection design
- Design Guide 4: Extended End-Plate Moment Connections Seismic and Wind Extended End-Plate Moment Connections Seismic and Wind Applications (Second Edition)
- Design Guide 16: Flush and Extended Multiple-Row Moment End-Plate Connections
One type of partially-restrained connection design: Design Guide 8: Partially Restrained Composite Connections
Stiffening of wide-flange columns at moment connections design: Design Guide 13: Wide-Flange Column Stiffening at Moment Connections
HSS connection design:
- Design Guide 24: Hollow Structural Section Connections
- Design Examples V15.0, Chapter K: Additional Requirements for HSS and Box Section Connections
5.3.9. What are some AISC resources for steel detailers?
Detailing for Steel Construction (3rd Edition, 2009) is an excellent reference that discusses some common detailing practices and has many sample detail drawings. Among other things, the reference has a section on drafting, structural steel, detailing and fabricating of steel, some structural engineering fundamentals (stress and strain), bolted connections, welded connections, columns and framing for industrial buildings.
AISC also has a web-based Detailer Training Series. Originally developed by AISC and the National Institute of Steel Detailing, it is now being made available as a free web-based service thanks to funding from IMPACT (the Ironworker Management Progressive Action Cooperative Trust). See it online at www.aisc.org/dts. Note that it also is a great introduction to steel construction for anyone with an interest in steel construction, not just steel detailers.